Оплата
- при самовывозе, или
...
далее
при оформлении заказа.
В заказе вы можете указать доставку, сделать полную или частичную оплату
- аванс, который гарантирует его выполнение.
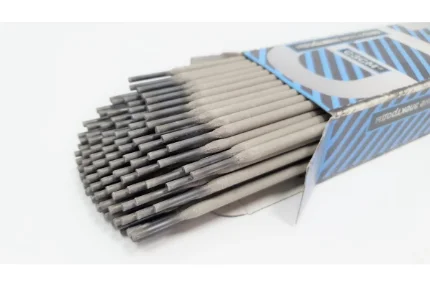
Электроды марки ЛЭЗ МР-З (Э-46) предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Характеристики плавления электродов:
Коэффициент наплавки, г/Ач: 8,5
Расход электродов на 1кг наплавленного металла, кг: 1,7
Механические свойства металла шва, не менее
Временное сопротивление разрыву, МПа: 460
Относительное удлинение, %: 20
Ударная вязкость, Дж/см?: 80
Химический состав наплавленного металла, %
Углерод, не более: 0,12
Марганец: 0,35-0,70
Кремний: 0,09-0,25
Сера, не более: 0,040
Фосфор, не более: 0,045
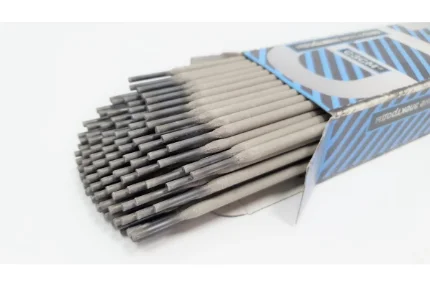
Электроды марки ЛЭЗ МР-З (Э-46) предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Характеристики плавления электродов:
Коэффициент наплавки, г/Ач: 8,5
Расход электродов на 1кг наплавленного металла, кг: 1,7
Механические свойства металла шва, не менее
Временное сопротивление разрыву, МПа: 460
Относительное удлинение, %: 20
Ударная вязкость, Дж/см?: 80
Химический состав наплавленного металла, %
Углерод, не более: 0,12
Марганец: 0,35-0,70
Кремний: 0,09-0,25
Сера, не более: 0,040
Фосфор, не более: 0,045
Электроды марки ЛЭЗ МР-З (Э-46) предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Характеристики плавления электродов:
Коэффициент наплавки, г/Ач: 8,5
Расход электродов на 1кг наплавленного металла, кг: 1,7
Механические свойства металла шва, не менее
Временное сопротивление разрыву, МПа: 460
Относительное удлинение, %: 20
Ударная вязкость, Дж/см?: 80
Химический состав наплавленного металла, %
Углерод, не более: 0,12
Марганец: 0,35-0,70
Кремний: 0,09-0,25
Сера, не более: 0,040
Фосфор, не более: 0,045